gabarit de perçage goujons d'echappements cassés
| Message : | |
|---|---|
fredpostman | le 22/06/2023 à 10:27 Bonjour à tous ,j'ai fait faire les plans par mon fils Clément de l'outil ,chacun pourra lancer la fabrication par le tourneur du coin . il faudra veiller à laisser un jeu de coulissement pour les inserts (le tourneur saura faire) L'outil a été réalisé a partir d'une culasse de 3.2. la rondelle de centrage est donc celle d'une 3.2,mais convient également aux 3.0. Pour les autres modèles il faudra en tourner une sur mesure suivant la culasse. l'outil est conçu pour pouvoir travailler moteur en place , pour pouvoir percer droit et au bon entraxe. Surtout acheter des forets de qualité. bien suivre le mode opératoire avec les plans . les plans ont été transmis à Doudi pour les mettre en rubrique TELECHARGEMENT ,c'est pour bientôt  |
wazz | le 22/06/2023 à 10:58 Cool, merci du partage. Puka trouver un tourneur pour ceux qui auront besoin de cet outil. Je me demande si ça existe encore. |
Satanas | le 22/06/2023 à 11:03 Ah c'est cool ça ! Merci pour ton aide (et celle de ton fils ! )As tu une photo ou un croquis pour voir à quoi ça ressemble en attendant que ça soit en téléchargement? (pour agrémenter ce post qui a mon avis sera souvent consulté)  |
| fredpostman | le 22/06/2023 à 11:13    |
BERA WEKA | le 22/06/2023 à 11:28 Alors là chapeau...effectivement ce post méritera plutôt un article technique pour être certain de rester dans les annales du club.Merci pour tout ce boulot et ce partage  |
| wazz | le 22/06/2023 à 11:32 Mais en fait de tourneur, c'est aussi un fraiseur qu'il faut, non ? |
| iiXii | le 22/06/2023 à 11:37 super merciStomski vend un kit, mais ça pique carrément +300€ de mémoire  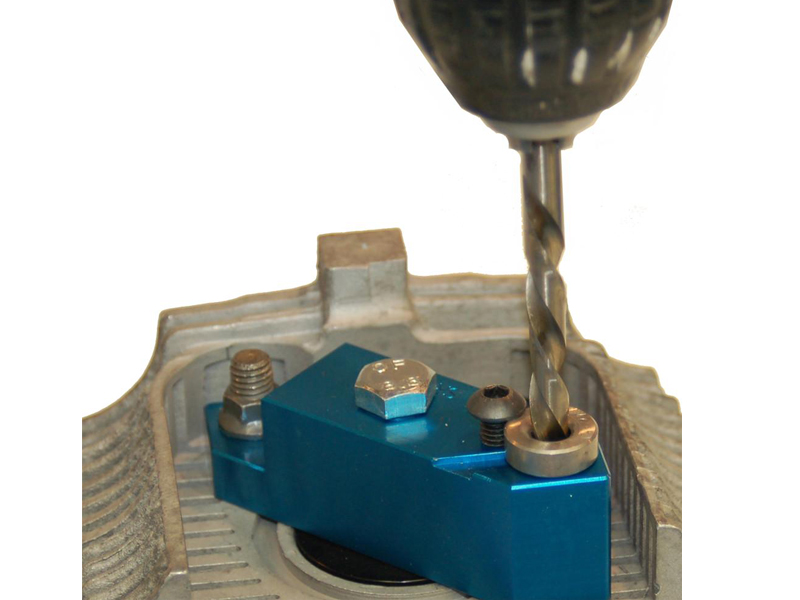 |
Patsuc | le 22/06/2023 à 12:13 Merci Fred de mettre à disposition les plans de cet outil. Pour ma part, j'attends le retour de fabrication de l'outil et dès que j'ai réalisé l'opération je ferais un retour d'expérience. |
François77 | le 22/06/2023 à 13:35 Pour ceux qui n'ont pas de compétences proches de chez eux, voici un site très bien pour faire ce genre de chose... testé et approuvé ;)https://www.usineur.fr/ |
TRYAM76 | le 22/06/2023 à 14:59 je reviens à une idée qui me trotte dans la tete depuis pas mal de temps.Avoir au club un stock d'outil spécifique qui ne servent que tres rarement  |
Rogue931 | le 22/06/2023 à 18:38 Question bête : si on a l'insert en métal autour du foret, est ce qu'une piece en impression 3D (peut etre resine pour la rigidité) ne pourrait pas remplacer le bloc alu ?Francois : merci pour le site, ca risque de me servir pour un projet tout autre ! |
| wazz | le 22/06/2023 à 19:22 Petite question. A quoi sert l'assortiment de rondelles de couleur vendues dans le kit de Stomski (vu qu'on a là une belle copie  ). ).Et François, toi qui connais le site que tu indiques, as-tu une idée du prix que coûterait la fabrication sur plan de l'engin ? |
| François77 | le 22/06/2023 à 19:52 je ne suis pas devin mais à la louche et si j'étais taquin je dirais 300€ Les rondelles sont peut être différents diamètres d'échappement suivant les cylindrées ? Sinon l'impression 3D pour ça, pkoi pas... mais pas en résine...plut^t en impression carbone fil...mais j'ai un doute quand à la précision des derniers dixièmes. Si c'était pour moi je le ferais oui Que quelqu'un balance les plans sur le site Usineurs.fr et vous aurez un prix en 2 jours de plusieurs personnes en plus. Si je me réfère à mes projets je dirais entre 180 et 250€. Par contre, moi je ferais tout faire, taraudage et surtout la galette de calage dans le conduit...rien de plus chiant que de devoir finir une pièce Et si en plus vous vous y mettez à plusieurs le prix sera un poil moins cher. |
Noël930 | le 22/06/2023 à 22:14 Bonsoir à tous . Merci à Frédéric et à Clément pour la qualité du plan de cette pièce . Dans le même ordre d'idée , je suis à la recherche du plan pour fabriquer une plaque de maintient N°9106 pour boîte 930 car je ne la trouve nul part . Merci d'avance et bonne soirée |
| aubelix 14 | le 23/06/2023 à 07:48 perso , pour les gougeons cassés j'ai préféré filer mes culasses a faire a mon usineur ...c'est un choix mais je me suis dit que si je pétais un foret dans un gougeon cassé (ce qui est fréquent au débouché ) j'étais grave dans la merde ... |
FV911 | le 23/06/2023 à 08:24 Heu M8 x 125 = 6.75 pour le foret pas 6.8 si on veut être pro, autant le faire dans les règles  |
| aubelix 14 | le 23/06/2023 à 08:29 tu as tout a fait raison ! mais pour un mec lambda (comme la sonde  ) va trouver des forets de 6.75 mm ... c'est réservé aux pros ou (si accessible ) a un tarif astronomique ... ) va trouver des forets de 6.75 mm ... c'est réservé aux pros ou (si accessible ) a un tarif astronomique ...perso , si j'avais du le faire moi méme , j'aurais posé des helicoils longs : au moins le bon foret est livré dans le kit avec le taraud ... |
Macfun | le 23/06/2023 à 14:43 Dixit FV911Heu M8 x 125 = 6.75 pour le foret pas 6.8Bah, je fais de l'usinage conventionnel (en partie), et j'utilise du 6,8 pour le M8x1.25. De toute façon, selon la matière, tu peux avoir un léger refoulement au taraudage (selon que tu utilises 1 ou 2 ou 3 tarauds successifs), ou un perçage légèrement plus grand que le diamètre du foret (cas rencontré lors d'un réaffutage du foret par exemple). ais là on chipote pour 0,05 mm sur un perçage à la foreuse !!! Pour l'usinage de l'ensemble, 300 euros n'est pas débile, le kit il y a l'anodisation de couleurs différentes, etc ... Perso je ne le ferais pas pour moins car pas en série (je ne suis pas équipé pour de la série, et ça m'emm...e), et pas avec l'anodisation. J'ai réalisé quelques outillages pour ma première grenouille (tubes filetés et moletés pour tenir les cylindres, support de comparateur pour calage AAC, potence moteur avec griffe, outils de pose de joint à lèvre, ...), je l'ai fait pour le plaisir !!! |
| wazz | le 23/06/2023 à 16:26 J'avais jamais réalisé qu'il fallait être aussi précis dans les tailles de foret pour le perçage avant taraudage. |
| aubelix 14 | le 23/06/2023 à 19:03 bin oui , mais ca , c'est théorique ... dans la pratique tu as déja vu des boites de forets "standard " proposer du 6.8 mm ? chez moi (Tivoly ) ca fait 6.5/7.0 mm alors j'ai bien quelques tailles "a la con " mais c'est juste parce que ce sont des "récups " d'un pote qui bossait dans l'usinage ... |
Sujet archivé.