Le Blog de bdx
Posté le :08/02/2013

mettre son trait de repère vers le haut, les bielles 1,2 et 3 vers le haut. Mettre en place le vilebrequin en faisant attention au palier N°8 (téton de positionnement dans son trou et non dans le passage d'huile).
Joints graissés (x2) sur la pompe à huile.
Maintenir la chaine gauche vers le haut.
Préparer les boulons de serrage des carters. Avec les rondelles dans le bon sens et les joins toriques neufs.
Loctite pour joint mince 574, appliquée sur le pourtour du carter droit.

Posté le :08/02/2013
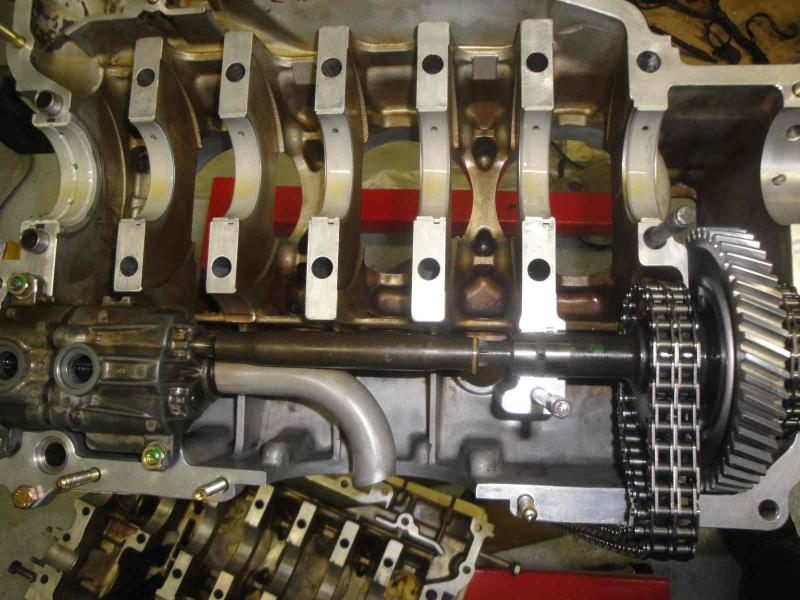
Joint neuf et graissé (gros diamètre) entre la pompe et le demi-carter droit,
coussinets (x2) d'arbre intermédiaire huilés une fois montés.
positionner l'ensemble pompe +arbre intermédiaire avec chaines neuves et arbre creux d'entrainement complet avec tous les circlips de neufs. l'arbre creux doit être bloqué par deux petits circlips extérieurs. Rondelles frein neuves sur les trois fixation de la pompe.
Posté le :08/02/2013

Posté le :08/02/2013

Posté le :27/01/2013

Posté le :27/01/2013

Posté le :27/01/2013

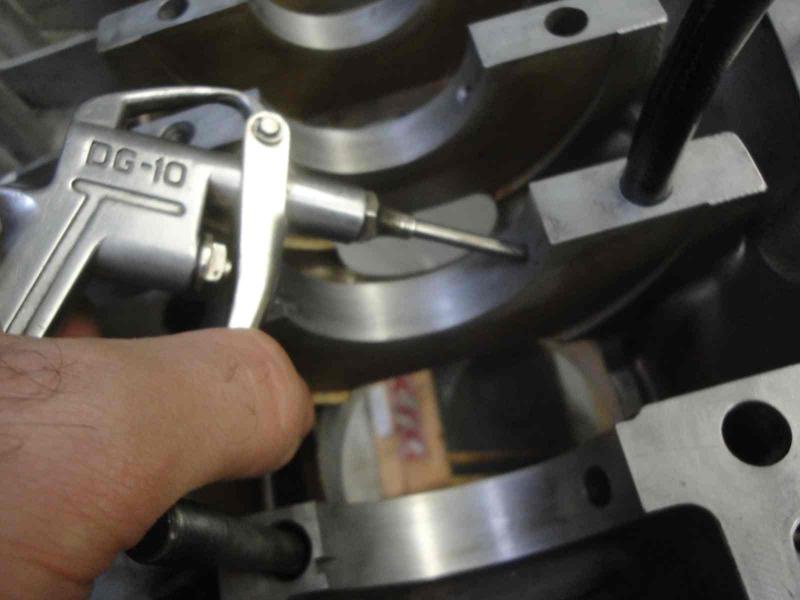
Précautions:
1-numéros frappés sur la bielle en face de ce même numéro frappé sur le chapeau de bielle.
2-vis et écrous neufs et huiler.
3-masses des bielles vérifiées et égales
4-propreté des logements des coussinets
5-sens des bielles : lorsqu'on est face au vilo tous les bielles étant à droites, leur numéros de frappe se trouvera en haut.(autrement dit: bielle coté droit numéro en haut ergots en bas; bielle de gauche numéros en bas ergots en haut)
6- huiler le maneton avant serrage.
7- 1er serrage au couple et 2ième angulaire.
Posté le :26/01/2013

Posté le :26/01/2013

Posté le :26/01/2013
Posté le :19/12/2012

Posté le :19/12/2012

Posté le :19/12/2012

Posté le :12/12/2012

Ensuite je les pèse chacunes pour vérifier les masses avec leurs vis et écrous de neufs.
Posté le :12/12/2012

Diametre, conicité et ovalisation des tourillons et des manetons. Coaxialité des tourillons sur des V et un marbre.
Un bon nettoyage des passages de lubrification. Un contrôle visuel de la portée du joint d'étanchéïté coté embrayage, du pignon d'entraînement de l'allumeur (jeu latéral assi) et pignon d'entrainement de l'arbre secondaire.
Posté le :12/12/2012

Posté le :12/12/2012

Posté le :02/12/2012

Pour les miens, ils sont fatigués, certains sont tordus d'autres se sont écrasés. Un ressort de fatigué, peut engendrer de lourde conséquence sur le moteur.
Pour infos, les neufs font 42.22mm.
Posté le :02/12/2012

La longeur totale des soupapes.
La rectitude des queues en les faisant rouler sur un marbre.
L'état des portées des têtes de manière visuelle. Qu'il n'y a pas de traces de brûlures, la profondeur de l'usure. L'angle est de 45°.
Un autre contrôle consiste à positionner la soupape sur un tour ou une perceuse à colonne par la queue et la faire tourner. on positionne un repère fixe en face de la tête, et on vérifie que ca "tourne rond". Sur mon moteur trois soupapes sur 12 on les têtes de légèrement vrillées. et pourtant l'étanchéïté était correcte sur ces cylindres. On peut imaginer probablement que la force des ressorts arrive à plaquer la tête de la soupape sur son siège malgré le voile. au détriment du quide qui se bouffe plus vite certainement.
Posté le :02/12/2012

Posté le :02/12/2012

Posté le :02/12/2012

Posté le :02/12/2012

Posté le :07/11/2012

Posté le :07/11/2012

Posté le :21/09/2012

Segment de compression 0.15 à 0.3 limite d'usure 0.8mm
segment racleur 0.15-0.3 limite d'usure 1.0 mm
exemple cylindre N°3
segemnts de compression = 0.6 < 0.8
segment racleur = 0.85 < 1.0
jeux conformes.
Il est important d'analyser visuellement tous les segments pour voir d'éventuelles traces de brûlures ou d'usure.
Posté le :21/09/2012

en cote STD le diamètre théorique = 95.00 à 95.007
Usure maxi= 0.08 mm
ovalisation maxi = 0.04
jeu maxi cylindre/piston = 0.15mm
Pas de côte de conicité maxi.
On utilise un comparateur ( ou vérificateur ) d'alésage.
Exemple pour mon cylindre N°3:
Considérons les différenets côtes suivantes:
DA = diamètre mesuré à 30 mm du haut du cylindre nord/sud
DB = diamètre mesuré à 30 mm du haut du cylindre Est/ouest
DC = diamètre mesuré vers le point mort bas nord/sud
DD = diamètre mesuré vers le point mort bas est/ouest
DM= diamètre maxi relevé en tout point du cylindre sur la zone bayaée par le piston (souvent vers le point mort haut des segments)
DF= le diamètre le plus faible relevé sur la zone de balayée par le piston.
D = diamètre réel du piston N°3 (chapitre précédent)
donc après mesure voilà les résultats et l'interprétation qu'il faut en faire :
DA= 95.06
DB= 95.04
DC= 95.02
DD= 95.02
DM= 95.06
DF=95.02
D=94.95
par conséquence: Usure maxi : DM - Dthéorique soit
95.06-95.003= 0.057 mm < 0.08 donc 71% d'usure
Ovalisation supérieure: DA -DB soit 95.06-95.04 = 0.02 mm < 0.04 donc 50% d'ovalisation en haut.
Ovalisation inférieure: DC-DD soit 95.02-95.02= 0mm <0.04mm donc 0% d'ovalisation en bas.
Par habitude on peut regarder la conicité:
DA- DC soit 95.06-95.02 = 0.04mm de conicité nord-sud
DB-DC soit 95.04-95.02 = 0.02mm de conicité est-ouest
Jeu piston cylindre : DM -D soit 95.06-94.95= 0.11mm <0.15mm donc 73% de jeu fonctionnel.
Conclusion, l'ensemble est conforme. L'ovalisation NOrd/sud est classique sur un moteur à plat. Attention sur un moteur deux temps ou très poussé, le jeu fonctionnel piston cylindre se mesure en faisant diamètre le plus faible du cylindre (Df) - le diamètre le plus fort du piston, on cherche le jeu mini plutôt que le jeu maxi!
Bien évidemment un contrôle visuel est indispensable, pour vérifier l'absences de rayures, de coloration anormale. La présence des stries de rodage et de lubrification.
Le cylindre qui est en cote 2 à vraiment mal été refait (nikasil), c'est celui qui à le plus d'ovalisation et le jeu le plus important piston/cylindre alors que l'usure est très très faible.
Posté le :21/09/2012

pour mon moteur (en piston Malhe) , la côte théorique STD = 94.96-94.97
exemple mon piston N° 3 a une dimension réelle = 94.95
soit 0.01 d'usure
Mais on s'en moque, il n'y a pas de limite d'usure de donnér sur le diamètre des pistons. Si les états de surface de la juppe , l'axe, les clips, les gorges des segments sont en bon état, et que le jeu piston/cylindre est satisfaisant il sera conforme pour le remontage.
Posté le :21/09/2012

Posté le :21/09/2012

Posté le :17/09/2012

Posté le :10/08/2012

Posté le :10/08/2012

Posté le :10/08/2012

bonne surprise de voir coté échappement des Dilavar.
Posté le :10/08/2012

Posté le :10/08/2012

Posté le :10/08/2012

Posté le :08/08/2012

Posté le :08/08/2012

Posté le :08/08/2012

je dépose la boîte de vitesses (attention de bien défaire la commande d'embrayage et pas seulement le câble);
puis après repérage du faisceau moteur, on déconnecte les capteurs pui on dépose l'ensemble groupe d'injection+admission.
(j'ai bouchonné toutes les canalisations d'essence et mis hors d'air et d'humidité les nez d'injecteur avec du film plastique car la rénovation va prendre plusieurs mois.

Posté le :08/08/2012

Attention à la biellette de commande de boîte qui débouche dans le tunnel.
Posté le :08/08/2012

Posté le :08/08/2012

néttoyage, métrologie, réglages etc..
avec l'aide de tout ceux qui voudront bien commenter et m'aider!